![]()

地址:重庆大足区龙水工业园区
电话:023-85229835
杨经理:13983160478
文经理:13996166819
邮箱:1615210516@qq.com
邮编:402360
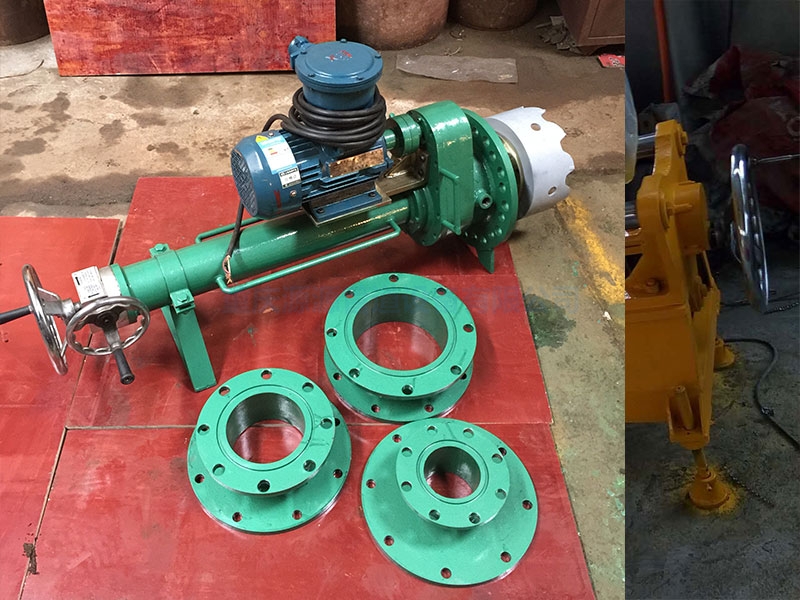
管道带压开孔机根据国家标准生产的三通和阀门尺寸进行设计和制造。这些三通和阀门的尺寸标准包括材料、长度、厚度、压力、填料、直径和传动方式。
由于生产过程中阀门程中由于生产技术、原材料、生产工艺等原因,阀门的整体厚度、分解板厚度、直径尺寸发生了变化。因此,在带压开孔作业中,应到现场进行测量,以确保带压开孔的正常施工。
带压开孔机的钻杆定制,应根据项目实际测量的值计算,并由计算机平台上的技术人员模拟制造,以确定定制的钻杆长度和键槽铣削位置,是否符合开孔机的要求,避免生产过程中设计错误造成不必要的浪费。
1.1当带压开孔机的钻杆重组时,会出现两种情况:一种是适当增加钻杆的长度,另一种是增加钻杆的直径。在这两种方法中,如果设计中选择的钻杆直径相应增大,应及时通知设计带压开孔机的连接板、带压开孔刀、滑动轴承等设计,以提高整体性能。
1.2选择带压开孔钻杆主材后,应确认钻杆长度及相应配套的中心定位钻和带压开孔刀具,并计算并标记带压开孔钻杆的键槽位置、加工宽度和深度。
2.由于带压开孔机钻杆两端的剩余材料为斜面,因此必须使用并选择专用夹具进行夹紧,以便在槽中铣削键。自制专用夹具应符合当前钻杆尺寸,并确保牢固夹紧。
2.1夹具设计时,表明夹具能承受较大的铣削切削力,具有足够的强度、刚度和稳定性。并确保夹具的安装表面应足够大,并尽可能形成周围接触的形式。铣床夹具通常通过定位键和铣床工作台T槽的配合,来确定夹具在机床上的位置。
2.2定位键与夹具配合使用H7/H6。为了提高夹具的安装精度,定位键的下部(与工作台T槽配合的部分公差为H7或H8)可以减少配合间隙,并留出余量进行修复,以提高定向精度。
3.根据设计图纸要求,为保证零件的加工精度,应调整铣头与工作台之间的不垂直度。实际测量后,立铣头与工作台之间的不垂直度误差为0.2mm/400mm。
3.1通过重新计算和调整,确保带压开孔机钻杆铣削过程中立铣头的角度,将其与工件台面的不垂直误差控制在0.03mm/400mm以内,用百分表校正两点,使其与工作台面平行,用四块压板压紧工件铣削。
以下简要介绍了大口径管带压开孔连续作业时人员及设备安全注意事项:
1.人身安全。
1.1操作人员需持证上岗,特别是从事高空带压开孔作业的人员必须定期进行体检。
1.2高空作业时,必须加强高空作业车和作业现场的所有孔洞、围栏或安全网。
1.3在带压开孔过程中,非操作或排除障碍物的人员不得攀爬脚手架、超重臂或向下进入作业坑。
1.4应结合带压开孔周围环境,为操作人员提供舒适的工作空间,以减少体力消耗。
1.5高空作业超过4米,作业坑深度超过3米时应配备对讲机。在易燃易爆环境下,应使用安全绳,由专人负责安全绳的护理,以便及时响应。
 在线咨询
在线咨询